
先进粉末高温合金制备工艺详解_镍基高温合金粉
点击量:3292 发布时间:2016-12-23 作者:状迈(上海)增材制造技术有限公司
粉末高温合金是制造高性能航空发动机涡轮盘等转动部件的关键材料。针对国外粉末高温合金的研究历史和现状,结合粉末高温合金的制备工艺流程,重点对比分析了国内外不同粉末制备工艺、粉末固结工艺、盘件成形工艺的特点。
由于高温合金具有合金化程度高的特点,铸锭偏析问题十分突出,热加工性能差,采用传统的铸锻工艺很难成型。而粉末高温合金利用粉末冶金方法制备高温合金,具有成分均匀,无宏观偏析,制件性能稳定,热加工变形性能较好等优点。因此,粉末高温合金在各个领域都具有广阔的发展前景[1]。
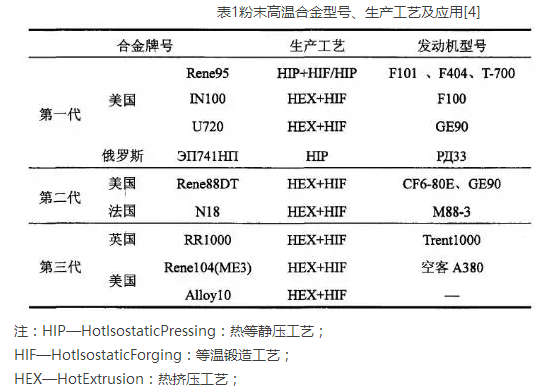
上世纪60年代初,随着快速凝固气雾化粉末制备技术的兴起,1965年发展了高纯预合金粉末制备技术[2]。美国P&WA(Pratt&WhitneyAircraft)公司首先将Astroloy合金制成预合金粉末,成功地锻造出力学性能相当或略高于铸锻高温合金Waspaloy的盘件,开创了粉末高温合金盘件用于航空发动机的先河。P&WA公司于1972年将IN100粉末高温合金制备的压气机盘和涡轮盘等11个部件用于F100发动机,装配在F15和F16飞机上,从此粉末高温合金进入了实际应用阶段。

为满足新一代航空发动机的需求,相继出现了由美国国家航空航天局(NASA)、普惠、通用公司合作开发的Rene104高温合金、Honeywell公司开发出来的Alloy10高温合金以及由NASA幵发的LSHR高温合金等众多具有优良综合性能的粉末镍基高温合金。Rene104合金与美国其他粉末冶金高温合金的制备工艺类似,釆用氩气雾化工艺制备合金粉末,之后压实成形,通过热挤压获得完全再结晶组织的棒料,再通过超塑性等温锻造工艺获得零部件毛坯,经过热处理和机加工获得最终的零部件。
美国镍基粉末高温合金生产工艺的特点主要在于其特殊的合金粉末制备方法,即氩气雾化法,以及随后进行的“热挤压+等温锻造”工艺成型,该工艺制备的零部件组织均匀,无宏观偏析,热加工性能好。
俄罗斯几乎与美国在同一个时期开始该合金的研制工作,在这一领域进行了开拓性的研究工作,发展了具有自身特色的镍基粉末高温合金制备技术,并取得了重要成果。
苏联的全俄轻合金研究院在20世纪80年代成立了粉末高温合金研发实验室,开始研制镍基粉末高温合金。从此,苏联在粉末高温合金领域占据了一席之地。苏联制备粉末高温合金的主要工艺与美国大不相同:高温合金电极棒的制备一等离子旋转电极雾化制粉一粉末预处理一包套封焊及除气一热等静压成型一热处理一机加工一成品。
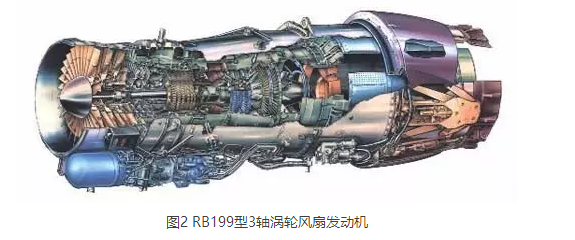
英、法等国在镍基粉末高温合金研制领域也同样展开了研究工作[3]。英国威合金公司(WigginAlloys)在1975年装备了一条年产1000t粉末高温合金的生产线,同时配备了热等静压机及等温锻造机。英国罗罗公司(Rolls-Royce)和威合金公司合作,成功研制出AP-1镍基粉末高温合金,并应用在RB211发动机上,随后德国默透公司将该合金用于RB199发动机上。法国通过调整Astroloy合金的成分,进一步将低碳含量,研制出N18镍基粉末高温合金,并用于M88发动机上。随后,法国又陆续开发了N19、NR3、NR6等粉末高温合金。
目前我国已经形成了等离子旋转电极雾化制粉+热等静压成型+包套锻造+热处理”的镍基粉末高温合金制备工艺路线。
美国粉末高温合金组织均匀、性能稳定,其工艺的主要特点是釆用氩气雾化制粉+热挤压+等温锻造成型。而俄罗斯开创了粉末高温合金制备工艺的又一领域,其粉末高温合金的生产工艺是:合金熔炼及加工电极+等离子旋转电极制备合金粉末+粉末处理+包套制作及封焊+热等静压成型+热处理+机加工[4]。
我国粉末高温合金的制备工艺在借鉴俄罗斯的基础上,进行了适合我国国情的调整。生产粉末高温合金的一般工艺流程如下:
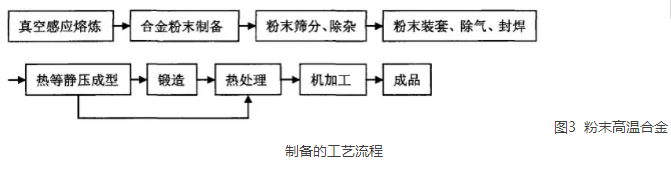
图3 粉末高温合金制备的工艺流程
1、粉末制备工艺
目前为止,高温合金制粉方法中最重要的就是雾化法。19世纪30年代,雾化法被首次应用在铁粉制备领域。经过几十年的发展,该方法仍然是制备合金粉末的重要方法。
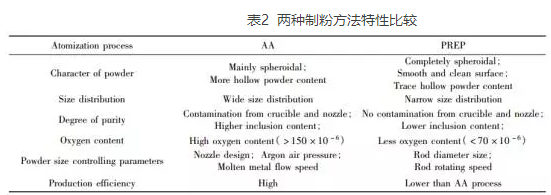
目前在实际生产中主要采用氩气雾化法(AA)和等离子旋转电极雾化法(PREP),示意图如图4所示[6]。

氩气雾化法是用氩气吹喷融化的高温合金流,而制得合金粉末。如图4(a)所示,氩气雾化系统含有一套很长的冷却塔,冷却塔的顶部安装了喷嘴,可以喷出高压的氩气,使熔化的金属被迅速分散成液滴。雾化过程中氩气的热扩散可能会导致气压差,使喷嘴处氩气停流,为了避免这种情况出现,多余的氩气将在冷却塔重新冷却、回流到熔化室。这使得将大体积铸锭雾化成粉得以实现。在实际雾化过程中,熔化室和冷却塔之间会保持约0.2atm的压差。凝固的金属颗粒在雾化系统底部的冷却区域进一步被冷却,并被输送到一系列的手套箱中进行粒度筛分。
等离子旋转电极雾化制粉法不仅可以雾化低熔点的金属和合金,还可以制取难熔金属粉末。如图4(b),将要雾化的金属或合金制备成直径50mm圆棒状旋转自耗电极,固定在送料器上,通过真空泵将粉末收集室先抽成真空,然后充入氩气,使粉末收集室内保持氩气微正压,通过固定的钨电极产生电弧使金属或合金熔化。当自耗电极快速旋转时,离心力使熔化的金属或合金液滴飞出,熔滴在尚未碰到收集室器壁以前,就凝固于惰性气体气氛之中。旋转电极转速在10000-20000r/min之间,生产的粉末粒度较大。由于等离子旋转电极雾化法不受熔化坩埚的污染,生产的粉末十分纯净,尤其适用于高温合金的制备。
在高温合金粉末工业生产中,美国和西方国家主要使用AA法,俄罗斯使用PREP法,我国使用PREP法和AA法。2种制粉方法特性比较[7]见表2。
2、粉末固结(consolidation)工艺
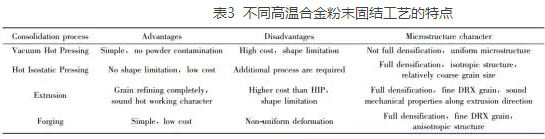
由于高温合金粉末往往含有Cr,Ti,Al等难烧结元素,同时这些元素在烧结温度下容易氧化,这造成了高温合金粉末不能采用通常的直接烧结工艺来成形。对于粉末高温合金来说,往往要求在高温高压的环境下成形。目前常用的有真空热压成形(VacuumHotPressing)、热等静压成形(HotIsostaticPressing)、电火花烧结(SparkSintering)、挤压(Extrusion)、锻造(Forging)等成形方法。在上述粉末固结工艺中,粉末涡轮盘用得最多的是热等静压成形和热挤压。表3为高温合金粉末不同固结工艺的特点对比[8]。
热挤压成形在欧美等国应用较多,由普惠公司首先使用,美国大部分镍基粉末高温合金都采用该方法成形。该方法是直接将合金粉末挤压成坯体,合金粉末在真空下装入包套在挤压过程中成型。髙温挤压成型的过程中,包套内的粉末颗粒变形量大、变形程度高,粉末颗粒承受剪切力和热压力,使粉末中的枝晶破碎。由此方法得到的合金晶粒细小,具有一定的超塑性。将材料在细晶超塑性状态下锻造成型,再通过热处理得到力学性能良好的高温合金。
英美等发达国家也有采用热等静压+等温锻造的工艺使粉末高温合金成型。该方法由通用公司首先采用,等温锻造是锻造的一种形式,将合金粉末在真空下装入包套并热等静压成型,随后将成型之后的包套放在模具中,以较慢变形速率进行热变形。其特点是晶粒细小,组织均匀,精度高,节省材料,降低机加工成本。同时,等温锻造也存在一些缺点,比如,模具材料及其加工成本高,生产效率较低,锻造条件要求较高,引起高成本等。
我国目前尚没有大型(35000)立式挤压机,不能采用热挤压+等温锻造的工艺。北京航空材料研究院和北京钢铁研究总院等单位均配备了大型热等静压机,但等温锻造设备及模具等关键问题尚不能完全解决。目前,我国在制备镍基粉末高温合金方面多釆用直接热等静压成型或热等静压+包套锻造工艺,同时也在发展等温锻造。
对于热等静压工艺,一般工艺流程是将处理后的高温合金粉末装入碳钢或不锈钢包套中,并抽成真空,在常温或一定温度下使粉末继续除气,然后封焊。将封好的包套置入热等静压炉中,升温至一定温度保温,以一定的氩气保持压力。
从而使粉末达到致密的状态,并具备所需要的力学性能。直接热等静压成型的工艺取得成功,降低成本左右。发动机上使用的零件,至今仍采用直接热等静压状态的零件。
在上述粉末固结工艺中,热等静压和热挤压是主要的密实工艺。这两种工艺都是在一定的温度和压力下的粉末热塑性变形和再结晶过程,但是热挤压工艺的粉末变形量和变形速率更大。
3、盘件成形工艺
盘件成形工艺[9]主要有直接热等静压成形和锻造成形,对于直接热等静压成形生产的粉末盘件,粉末固结和盘件成形是在同一HIP工序中完成的。俄罗斯粉末高温合金的主导成形工艺是直接热等静压(As-HIP)成形,在热等静压过程中材料收缩和应力状态的研究及包套的计算机模拟辅助设计等方面都居世界前列,经过四十余年的发展,HIP成形工艺日趋完善。与俄罗斯相比,美国粉末盘件的成形工艺种类更为丰富,包括As-HIP成形、热模锻、ITF(等温锻)等工艺。我国的粉末高温合金盘件采用直接热等静压成形和锻造成形2种工艺制备[10]。FGH97粉末盘件的制备工艺流程与俄罗斯EP741NP合金完全相同,采用直接热等静压工艺成形。

