
更好的金属粉末,更好的金属印刷品
点击量:1298 发布时间:2021-11-16 作者:状迈(上海)增材制造技术有限公司
 均线
均线
计算机软件中有一句古老的格言——进垃圾,出垃圾。这句格言适用于许多事物,包括金属 AM。
金属 AM 为制造提供了几个潜在的好处,包括设计自由度以制造更轻、更有效的零件、以最少的库存简化供应链管理、缩短开发提前期和定制零件生产,等等。然而,金属增材制造技术尚未颠覆 13 万亿制造业,主要用于研发、产品开发和模具制造。
目前有两个问题挑战着这个行业:
- AM过程中的可靠性/一致性问题和
- 生产速度低。
这两个问题导致金属增材制造成本大约是铸造等传统制造工艺的 10 倍。
幸运的是,打印机制造商一直致力于通过使激光器更精确、构建环境更可控、硬件更坚固来解决一致性问题。同样,他们一直试图通过改进零件的进出和用激光包装他们的系统来提高生产速度。值得称赞的是,这些渐进式改进只能实现这么多——检查和重新评估可接受的原料对于获得与传统制造竞争所需的收益至关重要。
传统的气体雾化原料粉末从未用于金属增材制造工艺。早期的金属 AM 机器制造商选择原料作为简化其打印机商业引入的手段。它使他们的客户能够找到并使用各种各样的材料,并使制造商能够专注于制造机器的核心业务。然而,随着该行业的成熟并从研发转向生产,很明显,专为增材制造而设计的更好的粉末原料对于满足更广泛的大众市场的苛刻要求是必要的。
这提出了新的挑战;“更好的原料”的含义尚未明确定义。业内人士普遍接受粉均匀,颗粒光滑和窄PSD此事,但一直没有什么了解是多少这些属性关系,以及如何转换为更好的执行部分。
例如,行业中的一个挑战是金属增材制造大部分时间都生产机械强度高的零件,但并非一直都在生产。取而代之的是,该过程生产的零件具有从“一般”到“优秀”的机械性能。当您设计任务关键型或安全关键型部件时,该范围并不理想。对于要求苛刻的航空航天和汽车应用,这种不确定性迫使设计工程师假设增材制造工艺仅足以生产性能范围低端的零件。这导致零件实际上过度设计且体积庞大。
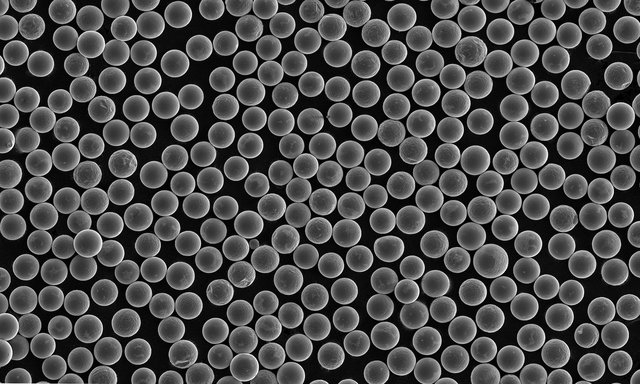
好消息是专为金属增材制造而设计的更好的原料可以解决这个问题。研究表明,“更好的粉末”必须具备以下特性才能改进增材制造工艺:
- 窄 PSD - 第 10 个和第90个百分位数之间的间距小于 30 um
- 少量细粉 - 直径小于 15 微米的粉末颗粒每克材料不超过 2000 万个颗粒
- 出色的球形度 - 大于 0.93 球形度
- 光滑 - 比表面积小于 0.05 m 2 /g
与传统粉末相比,具有这些特性的粉末流动速度提高 2 倍,扩散密度提高 30%,并吸收 1/2 的水分。这转化为表现出“非常好”到“出色”机械性能的部件。这种改进的一致性为设计工程师提供了统计上的信心,将更高的“a-basis”设计允许限制提高了 20% 到 30%,并生产出轻质高性能零件。
更好的粉末不仅可以提高零件的有效机械性能,而且对降低生产成本也有很大的作用。密度增加 30% 的粉末可以打印成更厚的层,因为空隙更少,并且更容易吸收来自激光的能量。通过加倍层厚,垂直生产的速度加倍。此外,均匀的激光吸收、均匀的熔化和凝固使扫描速度提高了20%,为水平生产速度增加了额外的提升。由于 50% 的 AM 零件生产成本与打印机时间成本有关,因此 2 倍的生产收益大致转化为零件成本总体降低约 25%,并且代表朝着与铸造经济平等迈出的重要一步。
金属增材制造可以——而且将会——取代许多传统的制造技术,并为客户提供更好、更环保、更便宜的产品。创造这个未来始于选择更好的粉末原料。

